Golding Official #6 - Broken Rocker
Hi!
We have a Golding Official #6 and it printed just great.
Until last friday, when the rocker-joint made a loud CRACK! noise and broke off.
The rocker is part #21 in this diagram:
http://www.aapainfo.org/golding/OfficialDiagram01.jpg
{kind=link}
It turns out that this happened before and some previous owner fixed it by welding the part. Or at least it looks like that.
Basically he rebuild the whole end of the rocker using a combination of welding-rod, the remains of the broken-off part, molten lead/tin and wax-/hard-paper.
Considering that only the welding held it together is kinda phenomenal, yet it only makes fixing the rocker harder.
I’m hoping to get some practical tips in here, so I will list our ideas so far:
Idea #1 - Make a mould and re-cast the whole rocker.
+ Fully restores the original look of the press
- Full (dis)assembly of the whole - well adjusted - press
- Removal of at least the rocker steel shaft (#22 in diagram)
(How realistic is that without specialized equipment anyway? Any experiences on Goldings in that area?)
- Casting is not a problem, making a mould is
- Casted part has to be milled to fit shaft and plate + plate-screws
Idea #2 - Adding a support-structure
As you can see in one image I have developed the idea of some milled steel or aluminum clamp to completely replace the part with the screw and grab around the base of the rocker. The sketch and rendering are just quick sketches, but I guess you can see what I am planing to do.
+ Restore the press’s function without any major take-appart
- Looks less cool of cause, but who needs a 120kg paperweight? :-)
To properly transmit the movement from the new part to the rocker it will need more than the one existing hole I guess. Any experiences on drilling in this kind of old, (iron?) cast?
The old welding will be scraped off so that the rocker base will be as flat/parallel as possible. The broken end will be sanded to a as good as possible flat end to fit flush with the new part.
The clamp-part would then be screwed to the rocker and attached tot he rest of the mechanics via the screw. Lining the inside with a thin layer of either rubber / PUR / nylon or Teflon to prevent the flat clamp from stressing/breaking the rough cast metal is a good idea too I guess. What would you recommend?
Additional questions:
- That gap where the tin and red wax paper are - is that “normal” or even needed for successful operation? Or should I go for a well matching surface to counter the S-shaped pressing plate? What material would you recommend if needed?
- How exact has this fix to be? After all it’s “just” the “powertrail” of the press, not a precision part, right? In theory we could just fit a hydraulic shaft to move the rocker :-) Or am I missing something important here?
- Would high-grade aluminum be sufficient for the clamp or does it have to be steel?
- What would YOU do? :-)
Thanks in advance for any support
Stefan

Broken rocker. Bummer.

Montage of the original position and a clamp to hold it in place.
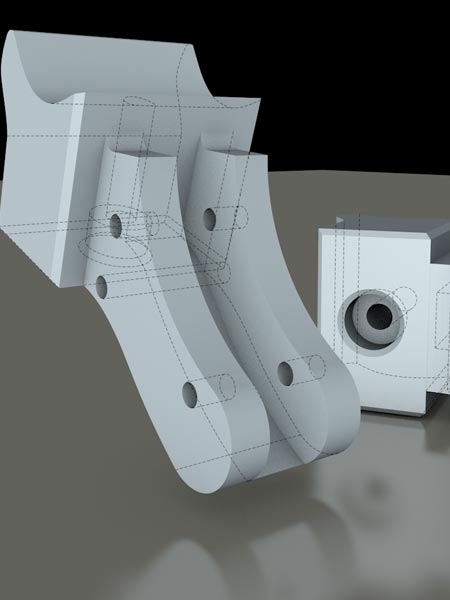
3D rendering of the clamp.

Spit, grit and a whole lot of duct tape.

Welding-galore.
I think a good possibility for repair would be, if you can find someone who can do it, forge brazing the part back together, cleaning up all the non-iron or non-steel junk in the part and building up the joint around the break to reinforce it. Forge brazing would probably require removing the rocker so it can be uniformly heated to reduce stress buildup in the cast iron. If done well the brazed joint will probably be stronger than the original cast iron. When the repair is complete you could grind the surface smooth and to approximately the original shape and paint it black, and it would be hard to tell it had ever been damaged.
Bob
That (re)broken piece supports a long-held and many time observed truism applicable to the welding of cast iron press parts. Far too often the welder applies the skills employed joining a bridge girder to the incredibly reduced surface area of most table-top press castings. The result is your situation, or a mass of brass looking not unlike a burl on a pine tree. Seldom matched as well is correct filler rod to the press metal. In fact, who really knows what is the cast metal composition; many of the press manufacturers jobbed out their design to any foundry claiming ability to cast same. And such foundry didn’t always show the same concern over metal and heat for the small presses as they did to pieces demanding strict structure metallurgy. Looking at the now separated pieces of your press, coupled with the cobbled gluing that once passed for a weld patch job, I would be very hesitant to attempt yet another re-join via any welding process. Who can determine to what extent the parent piece was weakened (ie: brittled; carbon enhanced) during the original gob job? That said, I would suggest, based on your obvious design skills plus the fact you made mention of available casting facility, that you pursue the making of a new cast piece with which to replace the assembly. Too, given the machining required of your proposed collar clamp, I should think that the newly cast piece would require far less machining than would the clamp. The new casting would also be virtually undetectable even, I venture, to another Golding owner. Plus, a new casting would remove that little niggle of doubt of the (re-re)weld integrity that would occur each and every time the press is operated. And you just know a cobbled patch will fail at the most inopportune time. :o) Jus’ saying’.
Stefan, Buddy, few possibilities as ideas, not facts!! Second hand part, from stripped for spares machine (parting out as you say!) Cast up in cast iron, If you have a local foundry? but then complex milling and drilling, (without engineering drawings or original in accurate measureable format) difficult for anybody, unless you can present the original in jury rig form with a former representing the arc at the heel of the cam, apologies for an apparently complex explanation, but your engineer would need a visible/measureable arc to machine to, and would need on his milling machine, (at the very least) a sine vice? to be able to mill at such an angle on such a complex shaped item??? Next hoping and assuming that on the 2 parts that have at the break point at least 20% virgin metal to give accurate register, one part to the other, all other foreign material cleaned of, and then the 2 parts braised, (bronze welded in situ) obviously Oxy Acetelene Porta Pac brung to the machine rather than Vice Versa? Bronze Welding/Braising is generally regarded as strong (if not stronger) than conventional welding, does not crack on cooling, etc, here we braise the odd tooth into busted gears/cogs etc. Here also our Engineer/Welder etc appreciates such repairs jigged up for register and then still uses powerful (Welders) Magnets as well. Obviously only on Ferrous Material?>> If it were re cast in aluminium still complex machining, but would probably have wall thickness, more than in cast iron,!! for pro rata strength, so steel slipper on the point of contact/arc would seem to be expedient. Ideas Only >Apologies<
I would look to a bit of redesign if i were you . look at your part and see how many parts than can be made from ordinary machine steel (the term Machine steel is important here ) and with steps to help locate certain parts use bolts to assemble the whole lot , your drawing looks possible to build from shaped parts ,obviously you have the brain to work this out ,the fitting it to the machine may be difficult but is there enogh meat on the press to allow for drilling to affix the new bits to the cast iron without stress creating anotherbreak ?
I am not so familiar with the machine you have that i can say do this or that but you seem to have a good idea of what you need to do i just suggest you look to produce the bits in pieces that can be assembled rather than the tortuous route of trying to cast it which i can tell you will be a more difficult route .
Another thought would be to ask the foundry you choose if they could produce a two part mould from your temporarily fixed part .
This sort of problem may be something Mr runfeldt could point you in the correct direction ,maybe a message to him will be worthwhile . He is a briar member ,he wont want the work expect but he has contacts he may suggest you talk to .
Stefan,
That is one nasty looking repair! Have you tried the Churchman’s to see if they might have a replacement part? That would be my first choice. If that comes up empty, my second thought is for you and I to do some careful measurements. I have a No. 4 rocker that is available. I wonder if this end of the part is the same size as the No. 6. We would have to carefully do some comparison measurements to see. I don’t expect the whole assembly to be the same, but, wonder about just the end where yours is broken. If they are the same, a another fix would be to band saw off all that crude and braze on the same band sawed off section from the No. 4 rocker. I have repaired a different part like this before and it worked really well. Cast iron band saws easily and then you have two really good surfaces to join. The repair I had done was invisible after grinding and painting.
JF
Thanks for the swift reply guys!
First I’ll just sprinkle my thoughts on top of your ideas…
@AdLibPress
To forge it I would have to find a capable welder and also remove the whole lever to have it heated. Also I would need a fresh end-piece to forge to the rest of the rocker. The “mystery” qualities of the original cast metal doesn’t make it easier either.
@forme
“That said, I would suggest, based on your obvious design skills plus the fact you made mention of available casting facility, that you pursue the making of a new cast piece with which to replace the assembly. Too, given the machining required of your proposed collar clamp, I should think that the newly cast piece would require far less machining than would the clamp.”
Yeah my dad has a friend who rebuild oldtimers. Like really old ones.
Casting would cost about € 150,– to € 200,–. The take apart of the press is what worries me. And cutting / fitting the rod-hole and leveling the plate is not easy I think.
A friend of mine works at a place where they have a service-team that can mill metals. So with raw materials and some bakshish I’d be looking into € 100,– to € 200,– as well. Minus the take apart. Also the clamp design is just a sketch. I guess it’s rather possible to reduce the amount of work-steps for when the part is milled.
And less accuracy is needed, since it’s the power-end of the arm rather than the precision-end.
Having a brand new cast would never the less be badass - I agree.
@Peter Luckhurst
“I would look to a bit of redesign if i were you . look at your part and see how many parts than can be made from ordinary machine steel (the term Machine steel is important here ) and with steps to help locate certain parts use bolts to assemble the whole lot”
Yeah boil it down to more simple, off the shelf parts. Or just the raw metal bars/plates and drill holes, nibble of some corners.
“…rather than the tortuous route of trying to cast it which i can tell you will be a more difficult route.”
Yeah casting would completely rely on 3rd party professionals. I could make the form I guess, but from there on I neither have the tools, nor the knowledge to fit / level / adjust anything.
@John Falstrom
I just wrote to Churchman, maybe he has the spare part we need. Fingers crossed…
That #4 rocker idea sound rather charming I have to say.
Get either the #4 part or a freshly casted stub and have it bronze welded/brazed to the rocker.
Should be better than the prior weld/repair and that already worked for some years at it seems :-)
After this first round of discussion I have to admit, that the thought of a complete disassembly plus casting/milling a replacemnt gives me the creeps.
While having someone come in and braze the parts sounds rather delightful :-)
And then there is option No 3 - the clamp.
Not beautiful, yet it would circumvent the need for welding old mystery metal.
You guys are a well of information, thanks so far!
I will keep you updated on decisions, ideas and progress.
Another possibility to consider is to fabricate the end, with the bolt for the link, in steel, and cut the end of the rocker flush and flat clear of the welding mess, drill into the cast iron as far as you feel safe and tap it for the largest hardened steel bolts you can fit in with still a good amount of metal around the holes, and bolt the fabricated end to the rocker. It should be possible to do all that without dis-assembly of the press, and the final result should be plenty strong.
Bob